
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.regnoc.com
地 址:江苏省如皋市白蒲工业园区

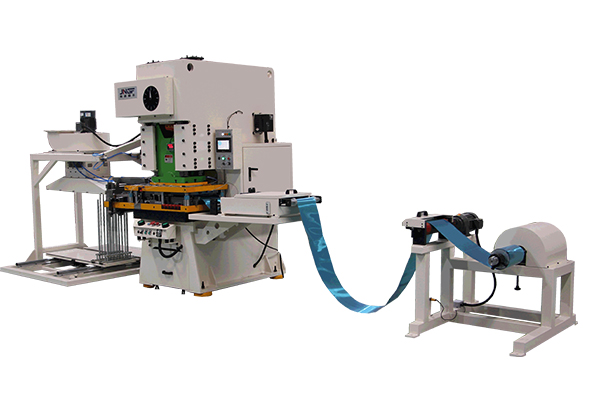
立式开云网页版是由胀管器、开云网页版、自动控制仪、稳压电源等组合而成。胀管器由胀壳、胀杆和滚柱组成,习惯称辘子,类似电钻上的钻头,就是胀管的工具。开云网页版由电动机、立式开云网页版齿轮减速箱、电器开关等组成,它用来驱动胀管器作旋转运动,以胀大管子内径,达到密封的目的。自动控制仪是由电流表、电压表、电子元件和电器元件等组成。它用来自动控制管子的胀紧度,高速冲床用途以求达到各管子具有同一胀紧度,保证胀接质量,避免产生欠胀(胀不足)或过胀。此外,生产高速冲床控制仪中装有漏电保护装置,当工具上出现漏电,威胁安全时,漏电保护装置立即自动切断电源。稳压电源由电子电器元件组成,它起自动调整电源电压,使电压值稳定在一定范围内,从而保证控制仪能将胀紧度控制在一定范围内。一台交换器里有数百或上千根无缝钢管,每根钢管的两端要固定在交换器两端的管板上。目前立式开云网页版在工业上常用的紧固方法有三种。焊接、胀接和焊胀相结合,焊接即烧电焊,将管口和管板焊接牢,达到密封。胀接亦达到密封的目的。

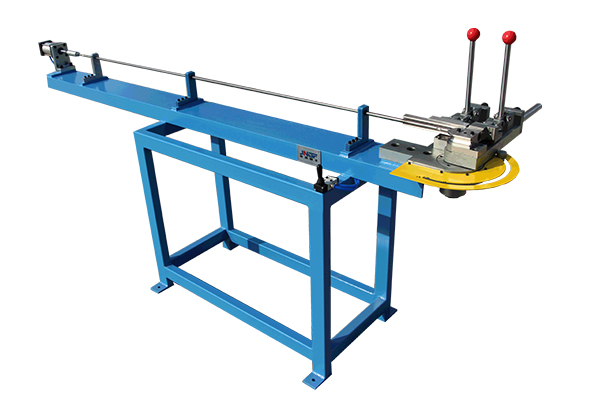
全自动弯管机具有很多优点,生产高速冲床是一种可以进行多步编程的功能,并且还能实现自动运行,能够很大程度上提高生产率。液压弯管机是采用钢板焊结构的,因此在振动的时候是可以消除应力的,其次就是弯管机采用的是高质量的密封圈,所以是比较平稳和可靠的。它也是一种上下符合的补偿结构,精确度也是比较高的。并且关键是配有安全防护栏和光电后的防护安全的装置,尽可能提高了操作的安全性,高速冲床用途是非常方便的。全自动弯管机不仅可以当做弯管机来使用,并且还能当做液压的千斤顶来使用。在国内的话弯管机市场一直都是占据主导产品的位置的。这就是弯管机的液压的特点了,如果你需要购买弯管机的话这些就是必须要了解的,都是有很大的帮助的哦,现在就可以试着去看一下。
全自动弯管机折弯模一般采用向上成形的方式,当模具的开模高度在350mm以上时,使用上承板,平时可不使用上、下承板。为了能够更好的运用弯管机,开云网页版应对生产高速冲床机器自身和配套的折弯模有所了解。为了防止折弯尽寸过大大,导致料片在成型过程中移动,开云网页版应在料片成型前将其压紧,从而减少不必要的误差,全自动弯管机折弯成型的角度应控制在材料厚度3-6倍,弯管机折弯模定位过程中,还应考虑以下因素:1.定位稳定性,2.加工便捷性,3.调节灵活性。全自动弯管机下模为折弯块时,应使用镙丝将定位块固定在折弯块侧面,并将定位块做成七字形,这种定位方式不仅方便调整,而且容易折装。为了保证成型角度稳定,若单边成型时,需用上模做靠刀。若高速冲床用途零件较小,开云网页版还可以在弯管机的下模上挖孔,然后镶折弯件折弯。
如果需要纯弯曲,那么在外径和壁厚都固定的情况下,当受到手动弯管机产生的弯曲力的时候,中性层的外壁就会在拉力的作用下使管壁变薄,而与此同时,生产高速冲床内壁就会变厚。这是很自然的现象,并不会对管道的质量造成影响,但是如果手动弯管机产生的弯曲力没有控制好的话,就会是形变过大,造成的直接影响就是外侧管壁出现裂纹,而内壁出现褶皱。那么山东高速冲床多大的弯曲力才是合适的呢?这就要从许多方面综合考虑了,比如管道的材质、壁厚程度、弯曲的角度等,这些因素都是需要考虑进去的。

弯管机的管壁厚度变薄会降低弯管机管件的承受内压能力,从而影响弯管机的性能以及产品的质量。弯管机所弯曲的管材在断面形状上发生了畸形变化,这个可能会引起弯管管材的横断面积变小,影响管件在使用中的功效。在使用生产高速冲床过程中,弯管机或其他类型的弯管机其所面对的产品缺陷对产品制作有着一定的影响。因此,对于弯管机的这些问题要采取相应的办法来解决,以便在利用弯管机加工时生产出合适的产品,确保弯管机生产的各个零部件能够保持一个的各项指标和性能指示以及外观质感等。故障排除法对待一般的机械设备都通用。随着科技的发展,全自动弯管机的使用越来越多,高速冲床用途一定要学会这几种常规方法哦。

校直切断机能够满足开云网页版的需求,为开云网页版提供便利,因此生产高速冲床在很多领域使用广泛,下面具体介绍下该设备的组成部件:1.送丝辊。设备具有4个送丝辊,辊子上刻有三角型槽,校正粗钢筋时使用大槽,校正细钢筋时使用小槽。2.双排链。双排链传动平稳,只需使用黄油润滑即可,若发现链条下垂,应拆卸下来进行调整。3.校直辊。校直辊外部空间大,便于高速冲床用途观察操作,降温效果良好。使用过程中偏心不能调的过大,否则会导致阻力增大,甚至使电机停转。4.剪切系统。剪切系统采用同比线速度滚动剪切,生产效率高,在剪切的同时还可以完成送筋。5.电机。电机皮带松紧应保证合适,若皮带较送松会导致剪切时出现卡刀现象吗,从而影响刀具的使用寿命。



